BlogIML Label Flatness & Curl Control: Causes, Material Science, and Proven Solutions for Flawless Label Application
Printing Technologies & Process Knowledgeinsights
2026年2月3日
IML Label Flatness & Curl Control: Causes, Material Science, and Proven Solutions for Flawless Label Application
Learn why IML label flatness matters, what causes label curl, and how material science, printing control, and application techniques ensure flawless results.
Why IML Label Curl Is a Critical Manufacturing Risk (Not Just a Visual Issue)
This guide serves as a comprehensive reference for label flatness and curl control, covering material selection, printing processes, application methods, and storage best practices.
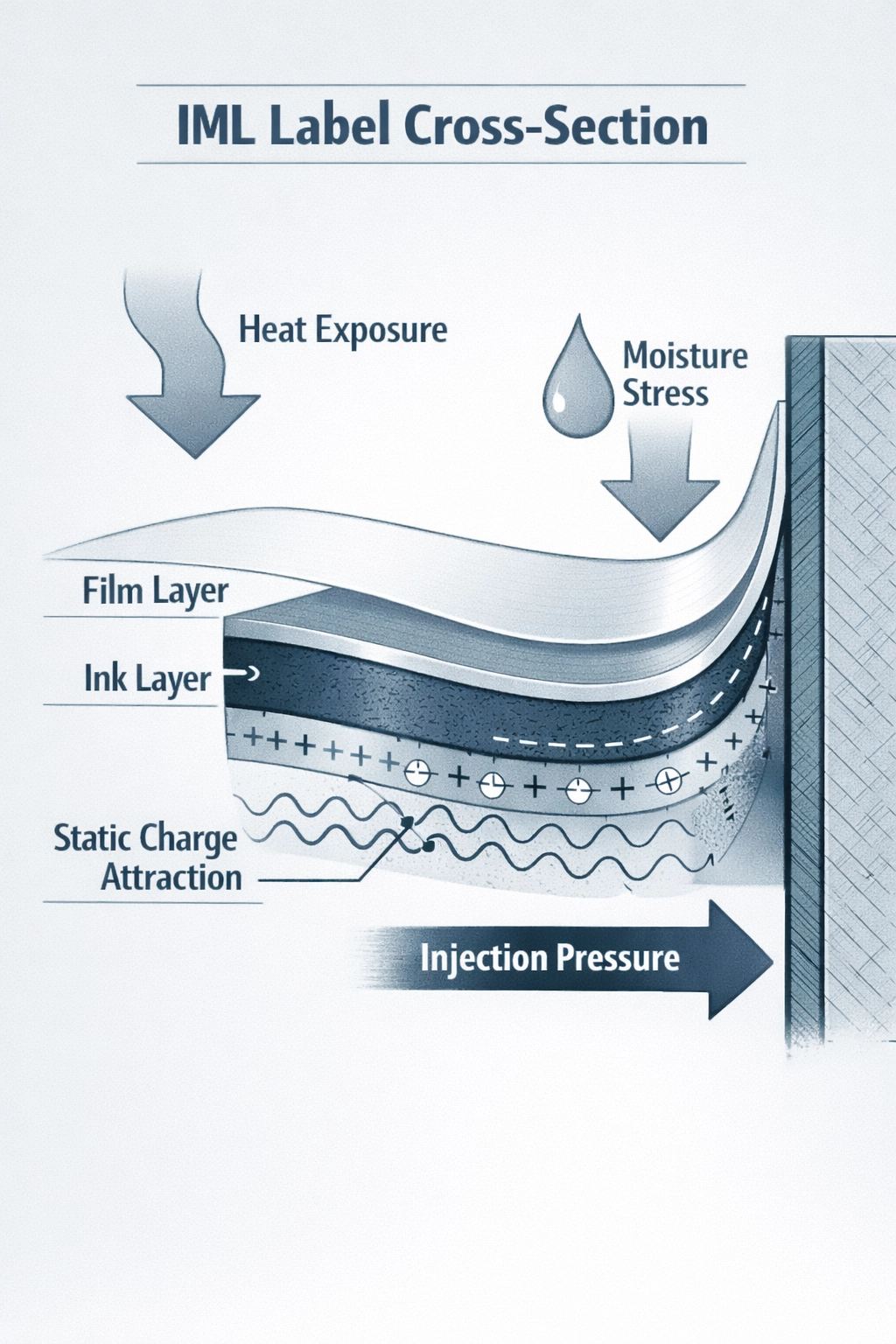
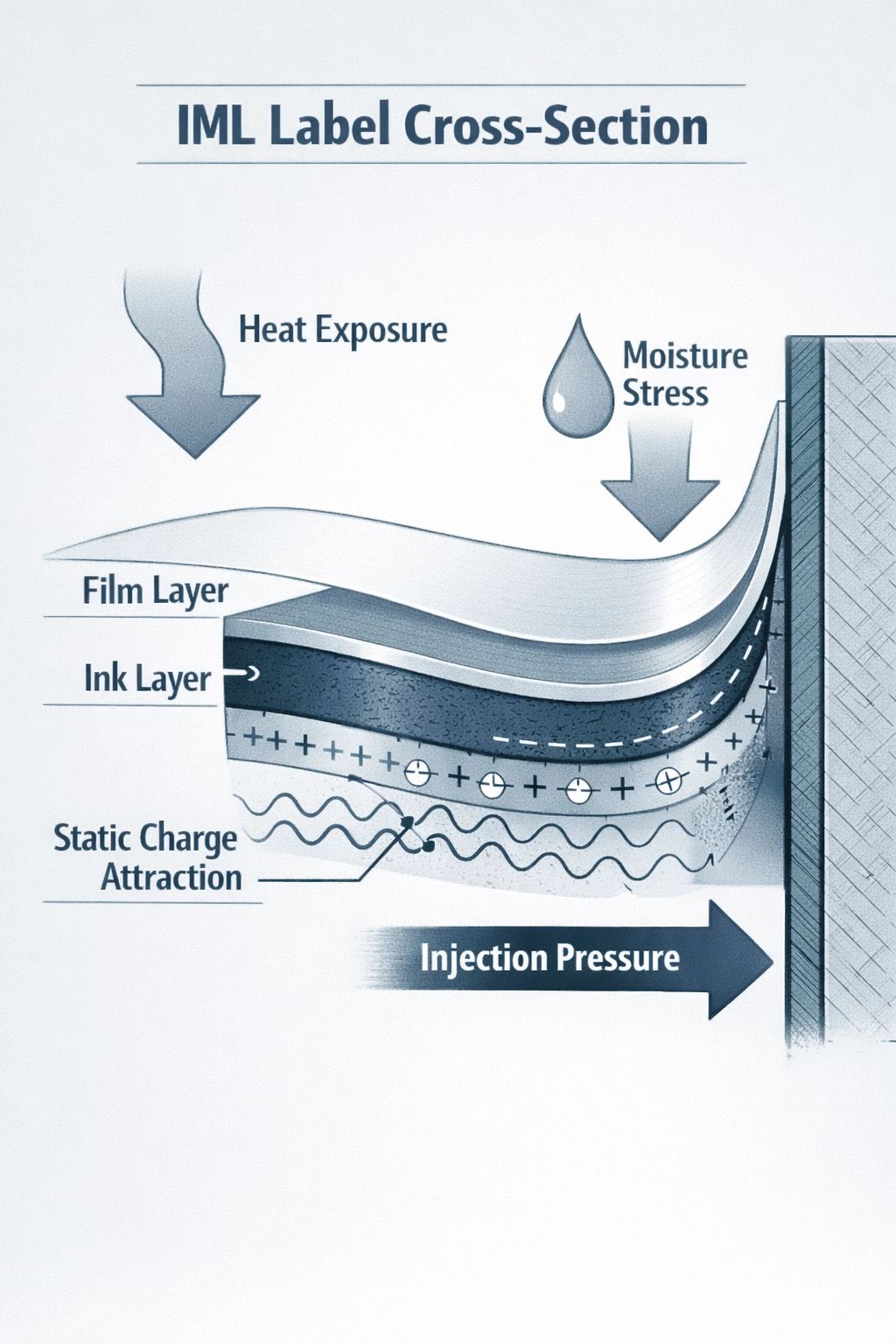
Unlike pressure-sensitive labels applied post-molding, IML labels must remain dimensionally stable under three extreme conditions:
Electrostatic or robotic placement
High-temperature molten plastic injection
Rapid cooling and shrinkage of the molded resin
Any pre-existing curl or internal stress in the label is magnified during molding.
🔍 Key Fact (IML Reality)
In IML, label curl does not “relax” after application—it is locked into the molded part.
A curled IML label can cause:
Poor cavity positioning
Label floating or shifting during injection
Incomplete bonding between label and resin
Surface waves, ghosting, or optical distortion
Increased scrap rate and unstable cycle times
What Causes Curl in IML Labels?
IML label curl is not accidental. It is a predictable reaction to an imbalance inside the label construction.
IML curl is primarily caused by moisture imbalance, thermal history during printing, residual web tension, and incompatibility between label film and injected resin.
1. Moisture Imbalance (Even for Film Labels)
While IML labels are typically film-based (PP, PE), moisture still matters:
Ink layers
Coatings
Surface treatments
If one side of the label absorbs or releases moisture faster, micro-curl develops, which later becomes a macro-defect during molding.
IML Insight
Even a “flat” IML label can carry internal stress that only reveals itself at 220–260°C injection temperatures.
2. Thermal Stress from Printing & Curing
IML labels are often printed using:
UV flexo
UV offset
Gravure
Excessive UV energy causes:
Ink shrinkage
Film memory formation
Differential contraction between print and non-print areas
This creates directional curl, which interferes with:
Robot pick-up accuracy
Static charging behavior
Mold wall adhesion
3. Web Tension Memory
High web tension during printing or die-cutting stretches the film.
Once tension is released, the label tries to return to its original dimension, resulting in curl or edge lift.
🔍 Claim (True)Web tension memory is one of the most underestimated causes of IML label curl. ✅
How Material Science Solves IML Curl at the Source
You cannot “fix” IML curl at the molding machine.
IML flatness must be engineered at the material level.
Core Principle:
In IML, balanced constructions outperform strong adhesives or higher static force.
IML Facestock Selection: Why PP Dominates
Most IML labels use polypropylene (PP) because:
It is compatible with PP containers
It allows molecular bonding during injection
It offers good flexibility and heat resistance
However, not all PP films behave the same.
Property
Standard PP Film
IML-Optimized PP Film
Dimensional stability
Medium
High
Curl resistance
Medium
Engineered
Static response
Inconsistent
Controlled
Ink anchorage
Variable
Treated & stabilized
IML Best Practice
Use IML-grade PP films with controlled shrinkage and balanced surface treatment, not general-purpose BOPP.
Ink & Coating Balance (Critical for IML)
Heavy ink coverage on one side creates thermal imbalance during injection.
Flatness ensures predictable electrostatic behavior and stable placement.
Printing & Converting Controls That Prevent IML Curl
1. Low & Stable Web Tension
IML labels require:
Minimal stretch
Consistent tension from unwind to rewind
Closed-loop tension systems are not optional for IML-grade production.
2. Thermal Management (UV ≠ Unlimited Power)
Preferred solutions:
LED-UV curing
Multi-stage cooling zones
Avoid over-curing “just to be safe.”
IML Rule
Over-cured ink creates more problems than under-cured ink.
3. Conditioning Before Delivery
After printing and die-cutting:
Allow labels to rest 24–48 hours
Store under controlled temperature and humidity
Let internal stress relax before shipment
This step alone can dramatically improve mold performance.
IML Application, Handling & Storage Best Practices
The Importance of Stable IML for Robots and Injection Molding
Correct Handling in IML Plants
Labels must be stored flat
Avoid vertical stacking
Protect from heat sources
Maintain stable humidity
🔍 IML Fact
Labels deformed during storage cannot be “flattened” by static or injection pressure.
Mold Compatibility Matters
Even perfect labels fail if:
Mold surface is uneven
Venting is poor
Resin shrinkage is mismatched
IML success is a system, not a single component.
Conclusion: Flat IML Labels Are an Engineering Requirement
In IML, label flatness is non-negotiable.
It determines:
Placement accuracy
Fusion quality
Surface aesthetics
Scrap rate
Production stability
The most reliable IML systems treat labels as engineered functional layers—not decorative elements.
Action Checklist for IML Engineers & Buyers
Specify IML-grade PP films
Control ink & thermal balance
Minimize web tension during printing
Condition labels before molding
Store flat, apply FIFO
Validate labels with real molding trials
About the Author (B2B Authority Version)
Anna Dai
Anna Dai is a B2B packaging materials specialist focused on IML (In-Mold Labeling) solutions for injection molding manufacturers. She works closely with molders, packaging engineers, and brand owners to resolve real-world IML challenges—including label curl, placement instability, surface defects, and yield loss.
With hands-on experience bridging label material engineering, printing processes, and injection molding conditions, Anna helps global customers optimize IML performance not just on paper—but on the production floor. Her work emphasizes process compatibility, defect prevention, and scalable manufacturing reliability.
Interested in Our Services?
Contact us now for professional consulting services